
اگر با اورفرز کار کرده باشید حتماً مواجه شدید که با وجود اینکه تیغ کاملاً تیز است؛ اما در چوبهای نرم کار را قلوهکن میکند و در چوبهای سفت محل ابزار زدن گاهی میسوزد.

پاسخ این چالش در اندازه باردهی به اور فرز است.
اور فرز را با چه سرعتی روی چوب حرکت دهیم آیا استانداردی وجود دارد؟ آیا متخصصان فنی برای این سؤال هم توانستند جوابی علمی و عملی پیدا کنند؟
در این آموزش با زبانی ساده و به دور از فرمولهای پیچیده، تکنیکی که آیچوب در کار استفاده میکند را یاد میگیرید.
یاد میگیرید که برای هر چوبی و برای هر مقدار باربرداری از چوب و برای هر تیغهای فرز را با چه سرعتی روی چوب حرکت دهیم و یا اگر فرز صندوقی دارید چوب با را با چه سرعتی وارد دستگاه کنیم.
توضیح نویسنده:
من در آموزشهای مقاله محور پیشفرض خود را بر ناآگاهی کامل خواننده از موضوع میگذارم و تلاش میکنم از مقدمات و با تعریفها و مثالهایی موضوع را برای خواننده روشن کنم. پیشنهاد میکنم آموزش را باحوصله بخوانید و از پراکنده خوانی پرهیز کنید.
توضیح واژههایی که در این آموزش زیاد میخوانید
با توجه به اینکه بعضی از خوانندگان این مقاله ممکن است آگاهی کمتری نسبت به واژههای تخصصی داشته باشند، چند واژه پرتکرار این مقاله را در ابتدا تعریف میکنم.
معادل انگلیسی واژهها آورده شده تا در جستجوی بیشتر در منابع انگلیسیزبان به شما کمک کند.
فیدر
فید (Feeding) به معنای تغذیه کردن یا خوراک دادن است و فیدر (Feeder) خوراک دهنده به ابزار نجاری است. دستگاهی است معمولاً کاموپننت مانند (الحاقی) برای کمک به واردکردن چوب به دستگاههای نجاری.
باربرداری
به هر گونه عملیات در نجاری که بخشی از چوب را جدا کند گفته میشود. این عملیات میتواند برش، سوراخ کاری، سنباده کاری یا هر عملیات مشابه دیگری باشد.
اورفرز (Over Fraese)
این کلمه از واژه آلمانی ” oberfraese ” گرفته شده و به همین نام در ایران مشهور است و در انگلیسی بیشتر با نام روتر (Router) شناخته میشود. دستگاهی از خانواده فرزها (Fraese) یا روتر ها (Router) با دور بسیار بالا در محور (اسپیندل) که تیغههای مختلف توسط کولت به آن متصل میشود.
تماشای آنلاین ویدئو تنظیم سرعت باردهی به اورفرز
تماشا این ویدئو در برخی اپراتور ها با ترافیک نیم بها محاسبه می شود!
پیشنهاد مطالعه آموزشهای بیشتر در مورد اورفرز نجاری:
هدف چیست؟
هدف در اینجا پیدا کردن سرعت باردهی یا فیدینگ (feeding) اور فرز یا فرز صندوقی است. پاسخ به این سؤال که اگر اورفرز داریم، دستگاه را به چه سرعتی روی چوب حرکت دهیم و اگر از فرز صندوقی استفاده میکنیم قطعات چوب را با چه سرعتی با تیغه فرز درگیر کنیم.
با مثالی ساده شروع میکنم
چاهی را تصور کنید که چاهکن در عمق آن مشغول کندن است و شخص دیگری در بالای چاه با سطل خاکها را خالی میکند. قطعاً باید بین میزان خاکی که چاهکن تولید میکند و میزان خارج شدن خاک تناسبی وجود داشته باشد تا کار بهدرستی پیش رود و چاهکن در خاکهای کنده شده دفن نشود.
در ابزار نجاری هم ما به هر نحوی مشغول برش یا سنباده و یا به زبانی کلیتر برداشتن از چوب هستیم و این برداشت توسط انواع تیغهها و یا سنبادهها انجام میشود.
باید بین این برداشتن از چوب که موجب تولید برادههای چوب میشود و خالی کردن این برادهها از محل برش تناسبی وجود داشته باشد تا تیغه با کمترین اصطکاک بهترین برش را انجام دهد.

در اورفرز های نجاری هم باید تناسبی درست بین سرعت تیغه، نوع تیغه، شعاع تیغه، نوع چوب با سرعت باردهی به تیغه وجود داشته باشد.
در حیطه عمل و بهصورت تخصصی با چند فرمول ساده میتوان میزان باردهی به اورفرز نجاری را محاسبه کرد.
در این فرمول میزان باردهی به آور فرز رابطهای مستقیم با به تعداد دور، به تعداد لبههای برنده تیغه در محیط آن و بهسختی چوب دارد.
به چه اطلاعاتی نیاز داریم؟
از جمله اطلاعاتی که نیاز داریم شعاع تیغه و تعداد پرههای آن است که مشخص است و نیازی به کنکاش ندارد. میماند بقیه مؤلفهها که در ادامه با هم بررسی میکنیم.
اما در مورد میزان سختی چوب نیاز به متغیری عددی و قابلمحاسبه داریم که در این مورد واحدی به نام ” chip load” را استفاده میکنیم.
این واحد معادل با ضخامت تکههای جدا شده چوب در برخورد هر لبه برنده تیغ اورفرز با آن (چوب) است.
چیپ لود در واقع مقیاسی برای میزان باربرداری از چوب (یا هر متریال دیگر) است که پس از برخورد تیغ اورفرز با آن ایجاد میشود.
این واحد به میلیمتر بیان میشود و مقیاس خوبی برای تنظیم میزان باردهی به اورفرز خواهد بود.
برای درک بهتر به این مثال توجه کنید:
فرض کنیم یک فرز صندوقی مجهز به فیدر داریم با دور محور فرز 18000 دور بر دقیقه که یک تیغ دو پر به آن متصل است. با توجه به نوع چوب میخواهیم باربرداری 0.1 میلی متر داشته باشیم. سرعت فیدر نصب شده روی فرز صندوقی را چه عددی قرار دهیم؟
پاسخ:
برای رسیدن به جواب 18000 را ضرب در 2 میکنیم (عدد 2 که تعداد پرههای تیغه است) و ضرب در عدد چیپ لود که 0.1 است میکنیم.
حاصل این ضرب عدد 3600 خواهد شد با واحد میلی متر بر دقیقه
- یعنی طبق این فرمول ما باید سرعت فیدر را روی 3.6 متر بر دقیقه قرار دهیم تا بهترین و ایمنترین نتیجه ممکن را داشته باشیم. (سرعت فیدر با ولوم یا دادن عدد به کیبورد تنظیم میشود)
توضیح بیشتر: فیدر (Feeder) یک ابزار نجاری است که معمولاً به صورت کامپوننت روی ابزار نجاری دیگر نصب میشود با سرعتی قابل تنظیم بار دادن به ابزار نجاری مانند رنده، گندگی، اره فلکه، اره اسلایسر و … را انجام میدهد.
پس میتوانیم به نتایج زیر برسیم که:
– هر چه سختی چوب یا متریال بیشتر باشد باید سرعت باردهی را کمتر کنیم.
– هرچه سرعت اورفرز یا فرز بالاتر باشد میتوانیم سرعت باردهی را بیشتر کنیم.
– هر چه تعداد لبه برنده تیغه (تعداد پرهها) بیشتر باشد میتوانیم سرعت باردهی اورفرز را بیشتر کنیم.
در واقع سرعت باردهی رابطه مستقیمی با تعداد پرههای تیغه و اندازه سرعت اورفرز دارد.
بنابراین در این فرمول ساده اگر تعداد دور اسپیندل فرز را ضرب در تعداد پرههای تیغهفرز و ضرب در عدد چیپ لود کنیم به مقدار سرعت فیدر با واحد میلیمتر به دقیقه میرسیم.
تعداد دور اسپیندل فرز* تعداد پرههای تیغه* عدد چیپ لود= سرعت فیدر
(در مؤلفههای تأثیرگذار بالا فقط چیپ لود را نداریم که در ادامه توضیح میدهم)

جدول تأثیر تعداد دور و تعداد پرههای تیغه فرز روی سرعت باردهی:
برای راحتی محاسبه جداول زیر را مطالعه کنید:

جدول انتخاب سرعت حرکت اورفرز نجاری
جدول شماره یک
هدف این جدول این است که با توجه به عدد چیپ لود (در جدول شماره دو توضیح میدهم)، تعداد پرههای تیغه و سرعت اسپیندل فرز به عدد میزان باردهی برسیم.
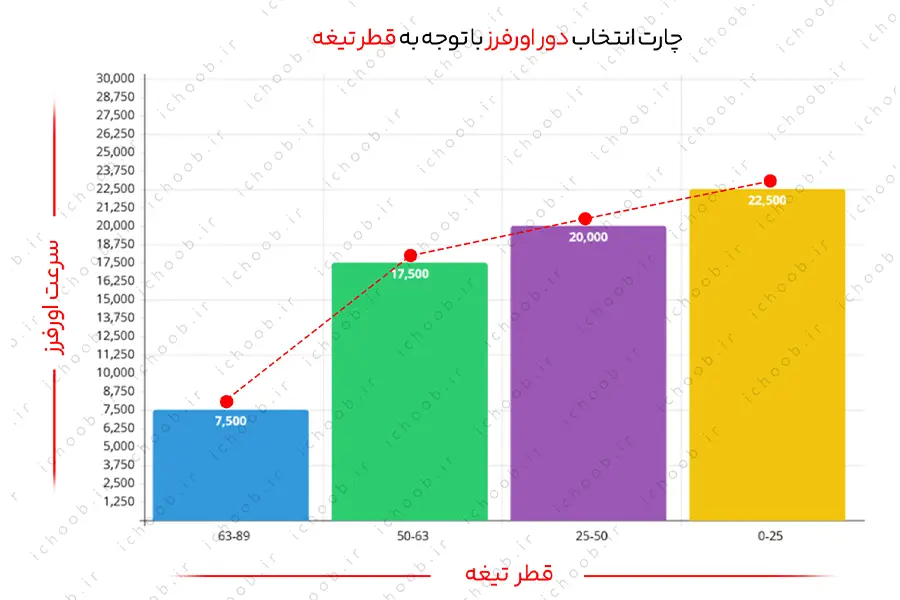
مثلاً در جدول بالا فرض کنید تیغهای دارید با قطری که برای آن قطر سرعت 21000 دور را محاسبه کردیم (این سرعت از جدولی به دست میآید که هر چه قطر تیغه بزرگتر باشد دور دستگاه را باید کمتر کنیم).
پس از آن تعداد پرههای تیغ را میشماریم که معمولاً بیشتر از 3 پر نیست.
فرض کنیم تعداد پرههای تیغه ما 2 عدد باشد. حال با استفاده از جدولی که در پایین آموزش میبینید (جدول شماره دو) عدد چیپ لود را انتخاب میکنیم (فرض کنید چیپ لود 0.1 باشد).
اکنون همه مجهولات برای رسیدن به عدد باردهی را داریم. یعنی چیپ لود، تعداد پرههای تیغه و قطر تیغه.
در نهایت در این مثال فرضی مقدار باردهی 4200 میلی متر بر دقیقه یا 4.2 متر بر دقیقه خواهد شد.
میتوانیم از این جدول (جدول شماره یک) یا فرمولی که ابتدای مقاله آموزش دادیم استفاده کنیم.
در فرمول هم که قرار دهیم اگر عدد دور را در تعداد پرهها و در عدد چیپ لود ضرب کنیم به نتیجه 4200 میلی متر بر دقیقه میرسیم:
2100*2*0.1=4200
اگر با فیدر کار میکنید که این عدد روی دستگاه فیدر تنظیم میشود؛ اما اگر با دستکار میکنید میتوانید به مقیاسی درست برای کم یا زیاد کردن سرعت باردهی برسید.
نمودار تنظیم سرعت فرز با توجه به قطر تیغه
در نمودار زیر میتوانید میزان سرعت مناسب فرز با توجه به قطر تیغ را به دست آورید.
جدول انتخاب چیپ لود با توجه به نوع متریال و قطر تیغ
چیپ لود (معادل فارسی در قالب یک کلمه برای آن وجود ندارد) ضخامت تکههای جدا شده ناشی از پرداخت با تیغه است.
هر چه باربرداری شما از چوب بیشتر باشد تراشههایی که از چوب جدا میشود ضخامت بیشتری دارند و این یعنی عدد چیپ لود بزرگتر است.
|
جدول انتخاب چیپ لود بر اساس قطر تیغه و نوع چوب و متریال |
||||||
| قطر تیغه | چوب سخت | چوب نرم / پلای وود | لترون / ام دی اف | پلاستیک نرم | پلاستیک سخت | آلومینیوم |
| 3mm | 0.08 -0.13 | 0.1 – 0.15 | 0.1 – 0.18 | 0.1 – 0.15 | 0.15 – 0.2 | 0.05 – 0.1 |
| 6mm | 0.23 – 0.28 | 0.28 – 0.33 | 0.33 – 0.41 | 0.2 – 0.3 | 0.25 – 0.3 | 0.08 – 0.15 |
| 10mm | 0.38 – 0.46 | 0.43 – 0.51 | 0.51 – 0.58 | 0.2 – 0.3 | 0.25 – 0.3 | 0.1 – 0.2 |
| 12mm و بیشتر | 0.48 – 0.53 | 0.53 – 0.58 | 0.64 – 0.69 | 0.25 – 0.36 | 0.3 – 0.41 | 0.2 – 0.25 |
جدول شماره سه
آموزش استفاده از جدول چیپ لود
ابتدا در ستون عمودی قطر تیغه را مشخص میکنیم.
دوم با توجه به سختی یا نرمی چوب و یا نوع متریال مصرفی (ام دی اف، لترون، پلای وود و…) ستون را انتخاب میکنیم.
با وصل کردن سطر و ستون به بازه عددی که باید برای عدد چیپ لود داشته باشیم میرسیم.
مثلاً اگر چوب بلوط داشته باشیم که از چوبهای سخت است و قطر تیغه اورفرز ما 6 میلیمتر باشد ما باید عدد چیپ لود را در بازهای بین 0.23 تا 0.28 در نظر بگیریم.
حالا که عدد ضخامت تراشهها (چیپ لود) را داریم میتوانیم با مراجعه به جدول شماره یک محاسبات میزان بار دادن به دستگاه فرز و یا تنظیم فیدر را کامل کنیم.
چطور بفهمیم چوب نرم است یا سفت؟
نرمی یا سفتی چوب با یک عدد با واحد کیلوگرم در مترمکعب (Kg/m3) یا تن در مترمکعب (Ton/m3) مشخص میشود. به چوبهایی که چگالی آنها بین 370 تا 470 کیلوگرم در مترمکعب باشد چوب نرم گفته میشود و بیش از این عدد جزو چوبهای نیمه سخت و سخت خواهد بود.
چگالی چوبهای مختلف در قالب جدول قابلدسترس است و در آیچوب هم کامل در مورد آن توضیح دادیم.
مثلاً چگالی چوب نراد یا روسی حدود 350 کیلوگرم در هر مترمکعب است که جزو چوبهای نرم محسوب میشود؛ اما چوب راش چگالی 540 تا 850 کیلوگرم در مترمکعب دارد که جزو چوبهای نیمه سخت و نیمه سنگین است.
توضیح بیشتر: چگالی چوب یعنی جعبهای با اندازه یک متر طول یک متر عرض و یک متر ارتفاع را در نظر بگیرید و درون این جعبه را کیپ به کیپ چوب قرار دهید. وزنی که چوبهای درون جعبه دارند را چگالی چوب میگوییم. البته مبنای محاسبه این چگالی در رطوبت 12% چوب است.
نتیجهگیری پایانی
خیلی از مشکلاتی که ما در نجاری و کار با چوب به آن توجه نمیکنیم و یا میسپاریم به تجربه بلکه حل شود، جزو مشکلاتی است که قرنهاست برای آن فکر شده است و راهحلهای علمی و بدون نیاز به تجربه کردن برای آن ساخته شده است.
در این آموزش آیچوب تلاش کردیم به بخش کوچکی از این علم بزرگ اشاره کنیم.
در نهایت نتایج زیر از این آموزش قابل برداشت است:
– هر چه چوب سختتر باشد قطر بزرگتر تیغه پیشنهاد میشود.
– برای افزایش سرعت باربرداری تیغه با پرههای بیشتر پیشنهاد میشود.
– هر چه قطر تیغه، تعداد پرههای تیغه و سرعت تیغه بیشتر باشد میتوانیم باربرداری بیشتری انجام دهیم.
– در قطرهای بزرگتر تیغه، باید سرعت فرز را کم کنیم و برای جبران کاهش سرعت میتوانیم پرههای تیغه را افزایش دهیم.
– تیغههای با پرههای بیشتر باربرداری نرمتر و سریعتری دارند.
این آموزش حاصل سالها تجربه و عجین کردن علم و عمل در این تخصص است که بهرایگان با شما مشترک میشویم. هر گونه کپیبرداری و یا تلخیص این محتوا حتی با درج منبع غیراخلاقی بوده و مصداق نقض حق نشر آیچوب است.
منبع: آیچوب



برای ثبت نظر لطفا وارد اکانت خود شوید ( عضویت رایگان است )